Technical Standards
Technical Standards
Manufacturer & Distributor Guidelines for Obtaining PDGA Approval of Golf Discs and Targets
-
Submission Process.
-
Procedure
- The PDGA Technical Standards Working Group (TSWG) evaluates submissions of new discs and targets for potential approval for use in PDGA-sanctioned events and is responsible for testing equipment submitted for PDGA approval. The tests are conducted either by an independent laboratory or by a working group member with the expertise and equipment necessary to measure the physical attributes of the submitted equipment.
- For the purpose of these Technical Standards, the terms manufacturer, distributor, and manufacturer/distributor all refer to the business or brand under whose name the Certification Request Form is submitted.
- Equipment manufacturers/distributors must submit at least (a) three samples of a given disc that is produced by molding, CNC lathing, or 3D printing; or (b) one sample target to the TSWG Chair for testing and evaluation. Developers are encouraged to make early communication with the TSWG Chair of the working group well prior to submission of samples if they have any questions about a potential design.
- The PDGA does not arbitrate or mediate trademark disputes. The PDGA does not provide advice regarding trademark law. Manufacturers/distributors who assert conflicting rights to the name of a PDGA-approved disc are expected to work with one another to resolve the dispute. Manufacturers/distributors are encouraged to send in their applications for approval as early as is practicable and to consult the published list of PDGA Approved Disc Golf Discs and the appropriate trademark search tools (USPTO, WIPO) to prevent intellectual property disputes.
- After evaluation of the submission, the TSWG will prepare a report of the specifications and suitability of the equipment for play. In most cases, the approval process by the TSWG will be completed in 15 or fewer business days; however, that period may be longer if deemed necessary. If the period of evaluation exceeds 15 business days, an explanation of the circumstances will be provided to the manufacturer/distributor.
-
Notification of Approval or Testing Failure
- The TSWG Chair will notify the manufacturer/distributor and designated PDGA staff if the submission has been approved. An electronic press release noting the approval will also be sent to all publications that have requested such notification. A listing of submissions approved by the PDGA appears in the monthly meeting minutes of the PDGA Board of Directors.
- After the manufacturer/distributor is notified of PDGA approval and certification, the equipment may be used in PDGA-sanctioned competition.
- If the submission is not approved, an explanation of the testing failure will be sent to the manufacturer/distributor.
-
Identification of Discs; License and Use of "PDGA Approved"
- All discs approved on or after July 1, 2010, are required to have the model name either engraved on the disc in raised lettering or marked with indelible ink on the disc. The full model name is recommended, but the use of unique abbreviations or codes is acceptable. Such codes must be identified in the submission for approval. Manufacturers/distributors are also encouraged to add the model identification to all previously approved discs when it is feasible to do so.
- All approved discs manufactured after January 1, 2012, are required to carry the words "PDGA Approved" either engraved on the disc in raised letters, or as part of the disc art.
- The PDGA Logo may also be used in direct association with the words “PDGA Approved,” but its use must be in compliance with PDGA brand standards. Contact PDGA branding for a suite of approved logos.
-
Shipping, Contact, and Payment Information
- Send disc and target samples for testing to:
PDGA Technical Standards Working GroupJeff Homburg4502 E 16th StTucson, AZ 85711 USA
- The fee for testing each target is five hundred dollars ($500.00 USD). If a target is not approved, an explanation of the testing failure and a refund of two hundred fifty dollars ($250.00 USD) will be sent to the manufacturer/distributor.
- The fee for testing each disc is five hundred dollars ($500.00 USD).
- When a manufacturer/distributor takes over and releases a previously approved disc acquired from another manufacturer/distributor, the fee is one hundred fifty dollars ($150.00 USD) upon notifying the PDGA Technical Standards Working Group to add this disc to the PDGA Approved Discs list.
- When a manufacturer/distributor renames a previously approved disc, the fee is one hundred dollars ($100.00 USD) upon notifying the PDGA Technical Standards Working Group to update the PDGA Approved Discs list.
- When a manufacturer/distributor produces a new variant from a previously approved disc model, they can get its product name added to the PDGA Approved Discs list free of charge after submitting a new disc approval request form and three test samples to the Technical Standards Working Group to seek approval.
- PDGA testing fees must be paid online upon submitting the disc approval request form or target approval request form. Alternative payment methods are available upon request.
- In addition to the testing fee, manufacturers/distributors are responsible for reimbursing PDGA for any associated taxes, tariffs, or fees associated with taking delivery of the provided samples.
- Fees and contact/shipping information are subject to change.
- Send disc and target samples for testing to:
-
-
Discs.
-
Guidelines for Discs Manufactured for PDGA Competition
- Global is the designation given to all discs submitted and approved for various PDGA competitions. Unless a restricted Class of discs is specified by the tournament director, all discs named on the PDGA Approved Discs list that still meet their specifications may be used in regular PDGA competitions. All Global approved discs must (see Fig.1):
- have a circular, saucer-like configuration, with a flight plate unbroken by perforations and an underside inner rim depth that is between 5 and 12 percent of the outside disc diameter. The flight plate is defined as the upper (or dorsal) section of the disc, which is delineated by the points where the inner rim depth is measured. The saucer-like configuration requires a significant degree of asymmetry between the upper and lower sections, resulting in distinct top and bottom sides of the disc;
- be made of solid, non-magnetic plastic material, without any inflatable components. Electronic components may be embedded/inserted with none of their metal components externally exposed;
- not be less than 21 cm in outside disc diameter, nor exceed 30 cm in outside disc diameter;
- not exceed 8.3 g per cm of outside disc diameter;
- not exceed a maximum weight of 200 g;
- have a flight plate that does not exceed 0.5 cm in thickness, including any raised features such as lettering, ridges, nipples, and other thickened parts. Discs with a thickened section atop or underneath the flight plate, however, may increase to 1.2 cm in flight plate thickness in this section only, provided that this section:
- is circular in outline;
- is between 5 and 10 cm in diameter that is centered on the center point of the disc; and
- gradually thins from the thickest section with a maximum slope of 60 degrees relative to the surrounding part of the flight plate. No part of the underside of the flight plate may be closer than 0.3 cm to the plane defined by the bottom of the rim.
- have a smooth surface on the bottom part of the rim; that is, a surface free of any irregularities such as protrusions or depressions. When placed on a flat surface, the rim must have no discernible gaps between itself and the surface on which it is resting.
- have a rim area, beyond the top of the flight plate, that does not include any surface elevation that is more than 3 mm above the outermost edge of the flight plate.
- have a rim width no greater than 2.6 cm (does not affect discs approved prior to January 1, 2008);
- have a rim depth of at least 1.1 cm;
- have a circular inner rim no less than 15.8 cm in diameter (does not affect discs approved prior to January 1, 2008);
- have a rim configuration rating of 26.0 or greater;
- pass the leading-edge radius test with a 1/16" (1.6 mm) radius gauge;
- have a flexibility rating no greater than 27 lb. (12.25 kg); and
- be essentially as produced, without any post-production modifications that affect the weight or flight characteristics.
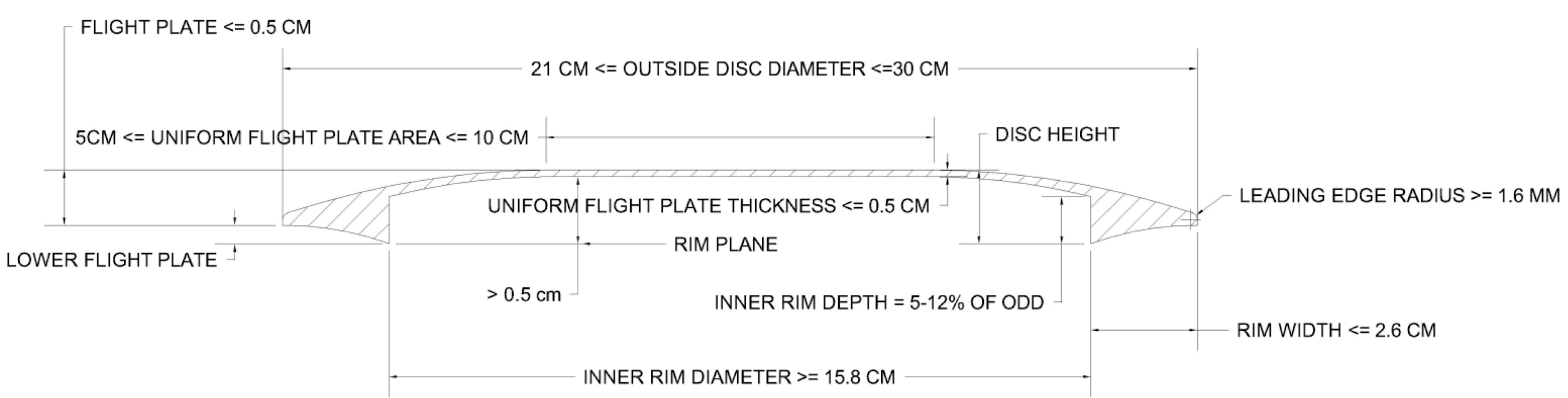
Fig.1 Disc Measurements - 150 Class is the category of discs used in PDGA-sanctioned events with 150 Class in its title. All Global discs on the PDGA Approved Discs list may be used in these events if their measured weight is 150 grams or lower. 150 Class was required for all play in Japan prior to 2018.
- Super Class is the designation given to a subset of PDGA approved discs that meet all criteria specified for Global discs with the following changes to the same numbered specification above:
- replace II.A.1 with: have a circular, saucer-like configuration, with a flight plate unbroken by perforations and an underside inner rim depth that is between 6.7 and 12 percent of the outside disc diameter;
- replace II.A.3 with: not be less than 23.7 cm in outside disc diameter, nor exceed 30 cm in outside disc diameter;
- replace II.A.9 with: have a rim width no greater than 0.8 cm;
- replace II.A.12 with: have a rim configuration rating of 75 or greater.
- Vintage Class is the designation given to a subset of PDGA approved discs. Vintage Class discs are lighter with blunter edges than those used for regular disc golf competition. Although they were originally used for disc golf, they are primarily used for disc games in overall competitions like Accuracy, Double Disc Court and Discathon with specific Vintage Class discs used for Ultimate and Guts. Vintage Class discs meet all criteria specified for Global discs with the following changes:
- replace II.A.4 with: not exceed 6.7 g per cm of outside disc diameter;
- replace II.A.12 with: have a rim configuration rating of 75 or greater;
- replace II.A.14 with: have a flexibility rating no greater than 20 lb. (9.1 kg).
- Mini Marker discs must have a circular shape, with a diameter ranging from 7 cm to 15 cm and a height not exceeding 3 cm. Mini marker discs can be made from a variety of materials (e.g., plastic, metal, wood). The Mini Disc Golf Federation officially defines mini discs suitable for mini disc golf competition.
- Global is the designation given to all discs submitted and approved for various PDGA competitions. Unless a restricted Class of discs is specified by the tournament director, all discs named on the PDGA Approved Discs list that still meet their specifications may be used in regular PDGA competitions. All Global approved discs must (see Fig.1):
-
Test Methods for Discs.
Metric measurements are employed in characterizing the physical properties of flying discs. All linear measurements are rounded to the nearest mm (0.1 cm); measurements ending in 0.5 mm are rounded up. Weight measurements are rounded to the nearest decigram (0.1 g); measurements ending in 0.05 g are rounded up. The PDGA Technical Standards Working Group measures and records the following attributes:
- Outside Disc Diameter. This attribute is recorded using a pair of calipers with at least a 30-cm measuring capacity. Measurements are taken from three or more transects across the outside diameter of the disc, and then averaged. These measurements must vary by no more than 1 mm. The outside disc diameter is used to calculate the maximum weight permitted in PDGA competition.
- Height. This attribute is recorded using a pair of calipers. To measure height, a specialized large caliper such as a tree caliper is used.
- Rim Depth. This attribute is measured using a metric ruler or digital depth calipers. Rim depth is the distance, as measured at a perpendicular angle, from the rim plane (that is, the plane marked by the bottom of the rim; e.g., if a disc is sitting on a table, the table is the rim plane) and the point at the juncture where the inner rim meets the flight plate. Measuring the rim depth is straightforward for most discs because the inner rim is usually perpendicular (or nearly so) relative to the flight plate. For discs with inner rims that are not perpendicular to the flight plate, rim depth can only be determined by measuring it relative to the rim plane, not the total length of the inner rim. The juncture of the inner rim and the flight plate is usually a discrete point, but for discs that have an arcuate juncture, the centerpoint of that arc defines the inner rim:flight plate juncture.
- Rim Thickness. This attribute is recorded using a Vernier caliper. The rim thickness is defined as the distance between the outermost and innermost edges of the rim.
- Inside Rim Diameter. This attribute is recorded using the inside caliper jaws of a Vernier caliper. The inside rim diameter, equal to the outside disc diameter minus twice the rim thickness, defines the distance across the flight plate.
- Rim Configuration. The rim of the disc is held perpendicular to a contour gauge having 13 probes per cm (such as the Valued ST142). The rim of the disc is then pressed gradually into the gauge to a depth of 5 mm. The resulting movement of each affected probe is measured to the nearest 0.25 mm, and then totaled to produce the rim configuration rating. The ratings of three samples are determined, and the median score is used as the final rating (see Fig.2).
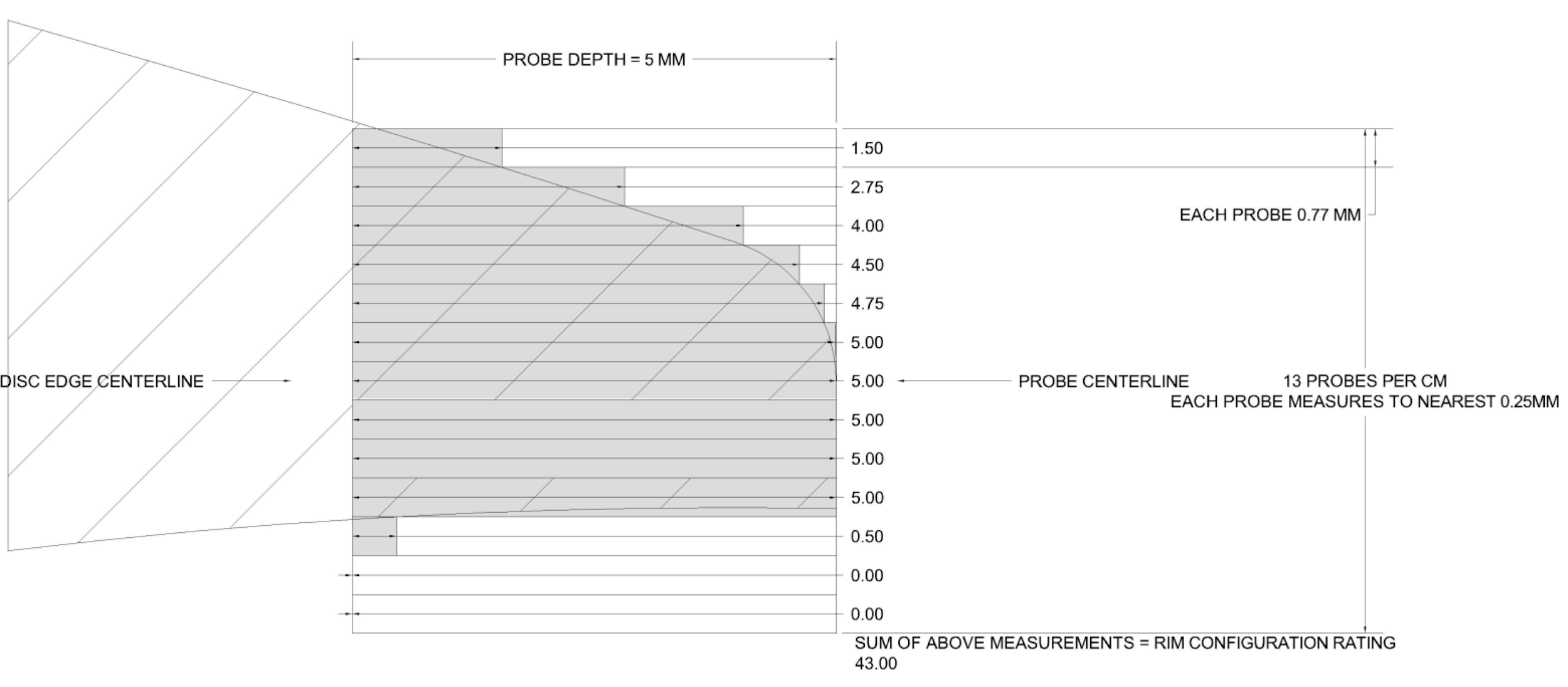
Fig.2 Rim Configuration - Leading Edge Radius. This attribute is evaluated using a 1/16-inch (1.6 mm) radius gauge. To pass this test, the leading edge of the disc must not come in contact with the gauge.
-
Flexibility. The disc is held on its edge in a vertical position perpendicular to a scale with precision of at least 2 oz. (56.7 g). The upper rim of the disc is then gradually pressed down within 5 seconds. The flexibility rating is determined at one of two points, depending on how the disc reacts to applied pressure. For discs that buckle, the flexibility rating corresponds to the point when the maximum weight is registered on the scale.
For discs that do not buckle, the rating refers to the weight at the point when the inside rim-to-rim distance is at 50 percent of the disc’s diameter. The temperature of the disc is to be no higher than 25 degrees Celsius (77 F) when the test is performed. The ratings of three samples are determined, and the median score is used as the final rating. Discs that are unable to be bent to 50% of their diameters fail the flexibility test. Manufacturers/distributors are required to send samples of the most rigid discs they want considered for PDGA approval.
- Flight Plate Thickness. This attribute is measured using a large pair of calipers, such as tree calipers, and a metric ruler. The calipers are placed across the top of the disc and both sides of the bottom of the rim. A ruler is then used to measure the distance from the calipers to the thickest part of the flight plate (typically only on the bottom of the flight plate, but also on top if the caliper on top does not touch the flight plate). This distance is then subtracted from the height of the disc to obtain the flight plate thickness.
-
Re-testing.
- There are several circumstances under which a disc that has been previously approved is required to be submitted for a retesting procedure. If there are changes to the configuration of an approved disc, the discs produced in that new configuration may have to be retested for approval. Not all such changes require approval. Retesting is only required if a new configuration includes the addition or removal of a new structural feature such as a bead, or results in a measurement that may violate any of the technical standards.
- The requirements, procedures, schedule, and fees of the retesting procedure are identical to that of the initial testing procedure. If it is demonstrated that the disc in question does not meet the requirements for retesting, there will be no fee due from the manufacturer/distributor.
- The PDGA may test any disc at its own expense at any time to determine if an approved product continues to meet all PDGA standards.
-
-
Targets.
-
General Configuration of Targets Manufactured for PDGA Competition.
- Basket Targets are constructed with a basket and typically have a deflection assembly above it. Object Targets, like a simple marked post, have an identified target zone but no basket.
- These design and construction specifications only have an indirect connection with a target’s ability to catch discs. How well a target catches discs is not tested. Manufacturers/distributors with innovative target designs that will not meet every specification may seek a waiver or recommend that certain specifications be adjusted. Compelling reasons beyond catching better should be provided to help persuade the PDGA Board to grant waiver approval.
- Basket Targets are approved in one of three progressively higher levels: Basic, Standard, or Championship. For an explanation of which targets may be used at PDGA-sanctioned events, see Competition Manual 5.05.B.
- Basket Target models approved before February 2009 have been grandfathered into one of the three levels even though some may not meet all new specifications. All existing approved target models are automatically grandfathered into a level, as will newly produced units of these same designs, after January 31, 2009. However, if any significant changes are made to upgrade a grandfathered model, it must be resubmitted for approval, and it then must meet the relevant current specifications to remain at that level.
- The figures that follow indicate the set of specifications for each of the three Basket Target categories.
-
Target Components.
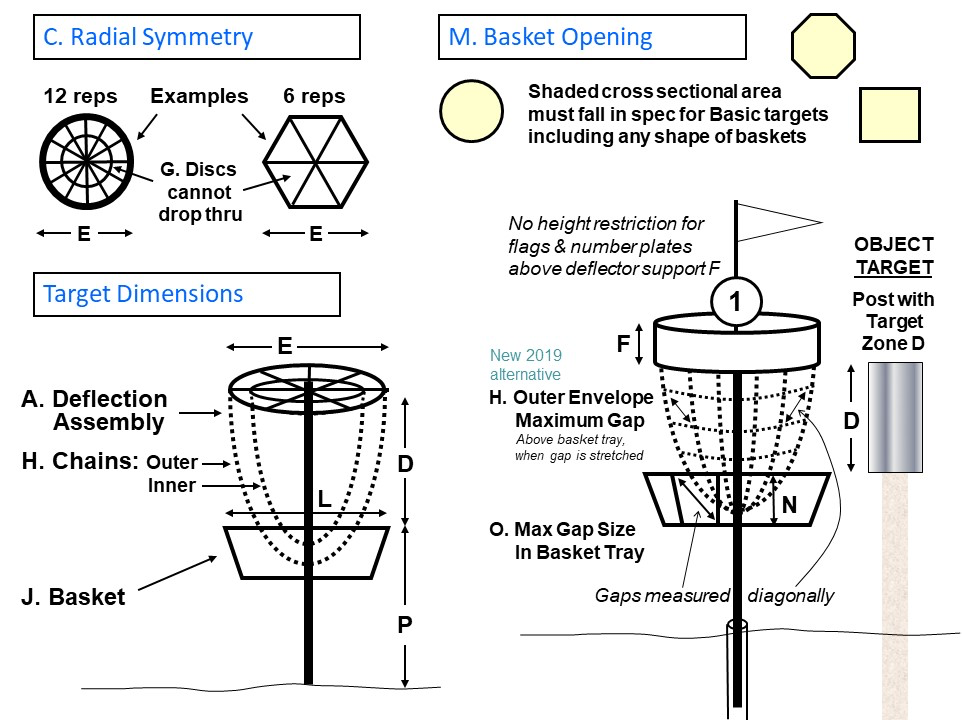
Fig.3 Target Components -
Disc Golf Target Specifications
Item Specification Championship Standard Basic Pre-2009 A. Deflection assembly - required? YES YES NO NO B. Deflection assembly - 360° disc access? YES YES -- -- C. Deflection assembly - radially symmetrical? Min 12 reps Min 12 reps -- -- D. Target zone height1 51 +/-3 51 +/-3 Max 54 -- E. Deflector support - req'd diameter 57 +/-4 57 +/-4 Max 68 71 +/-2 F. Deflector support - height above target zone2 Max 15 Max 15 -- -- G. Deflector support - max gap length to block discs Max 20 Max 20 -- -- H. Deflection device - max outer envelope gap3 or number of chains strands/sets Max 23 cm gap or min 12 outer/6 inner chains No max gap; min 12 outer chains -- -- I. Deflection device - primary material Metal4 and/or permanent outdoor suitability -- -- -- J. Basket - required? YES YES YES YES K. Basket - radially symmetrical? Min 12 reps Min 6 reps -- -- L. Basket - req'd inside diameter at opening 66 +/-4 66 +/-4 -- outer diam. 67 M. Basket - opening cross-section area -- -- 0.35 +/-0.1 sq.m -- N. Basket - required inside depth5 Min 18 Min 18 Min 15 15 +/-2 O. Basket - max open length allowed in sides/bottom6 Max 18 Max 21 Max 21 -- P. Basket - rim height above grade (as produced) 82 +/-6 82 +/-6 82 +/-6 82 =/-6.5 All dimensions in centimeters unless otherwise indicated.
- For targets with baskets and deflection assemblies, it is the distance between the top of the basket wire and bottom of deflection assembly support. For post-style targets with no basket or deflection assembly, it's the height of the zone specified where a disc hitting it is considered holed out.
- This is a height restriction at the outer diameter of deflector. It does not restrict the height of number plates and flags extending up from the center.
- Gap measured when largest openings, above basket tray within height range of Target Zone D, are stretched to maximum dimension.
- Manufacturers/distributors with proposed material innovations may submit request to meet this requirement.
- This depth must be reached within 5 cm moving toward the center from the outer edge of basket opening.
- This is measured in any direction to minimize chance of disc sticking in the side or bottom of basket.
Fig.4 Target Specifications -
Other Acceptable Targets
The PDGA supports innovation in target design. Manufacturers who have what they believe is a better idea for a target element that does not meet one or more of the guidelines for Standard or Championship targets may submit a request for a waiver of that specification with documentation why the exception should be considered. Unconventional target designs where a waiver is not granted for a higher level might be approved for Basic or Standard level with the intent to later reconsider a higher level if the marketplace determines its acceptability.
-
Bases for Portability
Recommend that portable bases for higher level baskets have more sturdy construction and design, which can withstand daily use and exposure.
-
Testing Procedure.
The requirements, procedures, and schedule of the target testing procedure are identical to that of the initial testing procedure for discs except for the following:
- Only one sample of the target need be submitted with testing fee and addresses shown in section IV. The target submitted must come with a base and pole at the appropriate length for a portable setup, even if the target is not made for release as a portable target.
- The tolerances are indicated within each specification where relevant.
- If a target is designed such that components like number plates, flags, or chain sets can be added later to upgrade a base model, the complete assembly should be submitted for approval so both the base model and upgraded model can be tested and approved. No additional fee is required.
- If the target is not approved, an explanation of the testing failure and a refund will be sent to the manufacturer/distributor. The refund amount is shown in section V.
-
Exclusions and Limitations.
PDGA target approval shall not be construed to judge whether any certified basket or target is free of patent infringement. PDGA target approval does not necessarily mean that an approved target is appropriate for use in all PDGA tournaments or events. The final determination of target types and configurations used in competition may be determined by PDGA event regulations or the determination of tournament directors and competition officials.
-
Re-testing.
There are some circumstances when a target that has been previously approved must be submitted for re-testing:
- Configuration Changes—If there are certain changes to a target model that had been previously approved, the newly configured target may have to be re-tested. This includes a permanent or temporary upgrade kit designed to enhance performance of a currently approved model. Only some changes require re-approval. But manufacturers are requested to communicate any changes so the PDGA Approved Target database remains current with specifications on models that are shipping. Re-testing is required if any change falls outside existing specifications and will require a request for waiver. Re-testing for changes that still fall within specifications is only required if the new configuration involves reductions in the values of Specifications C, H, or K (see table) from the previously approved model.
- Name Changes—If a target that has previously been approved for PDGA competition is to be marketed under a different name, re-testing is required. It is the responsibility of the manufacturer to notify the Technical Standards Working Group Chairperson when the circumstances as described above dictate that a target may need re-testing. The Chairperson may also call for submission of a target for re-testing if he or she becomes aware that a manufacturer has been producing a target that meets one or more of the circumstances that require re-testing. The requirements, procedures, schedule, and fees of the re-testing procedure are identical to that of the initial testing procedure outlined above. If it is demonstrated that the target in question does, in fact, not meet the requirements for re-testing there will be no fee due from the manufacturer.
-
Post-Production Modification.
A PDGA Approved Target model may be modified in specific ways after purchase, as detailed below, and still retain its approval at the same level.
- Elements in the Target Zone (see specification D in Fig.4) may be added/modified by the owner of an approved target with a deflection assembly containing chains (see PDGA Approved Targets list for models) if the manufacturer or third-party manufacturer does not provide upgrade options such as an inner set of chains or outer deflection assembly covering for purchase that has already been tested and approved. Any owner-created additions/modifications must be located completely within the approved deflection assembly with no elements projecting beyond its outer boundaries. Any elements added must be spaced uniformly around the radius of the target and the target must at least meet the specifications for a target at the level it was approved. If this modified target is installed or used on a course, all targets of this same model must be modified this same way to maintain target zone uniformity.
- Identification, sponsorship, security, or directional elements may be added above or below the Target Zone (see specification D) such as flags or signs either temporarily for events or permanently. These elements should be radially symmetrical as much as possible if they project above the top of the deflection assembly or are located below the basket bottom, but that is not required.
-
-
Publication.
The Technical Standards Working Group is to make available a list of all PDGA Approved Discs and PDGA Approved Targets that have been approved for competition, including identification of which discs and targets are currently being produced for sale. This list will be published on the PDGA website and by the official PDGA magazine, as deemed appropriate to inform the membership.
-
Enforcement Procedures.
The Technical Standards Working Group will investigate credible claims or evidence that a manufacturer has not adhered to the PDGA Technical Standards or procedures in more than a de minimis manner. Any disc or run of discs that are found to be out of compliance with the PDGA Technical Standards or procedures will constitute an offense. If the Technical Standards Working Group determines that a manufacturer has committed an offense, the following consequences will be levied upon that manufacturer:
- The efficacy of the PDGA Technical Standards relies primarily on the voluntary cooperation of the manufacturers/distributors. It is our hope that all companies will not release any disc out of compliance, but we also understand that discs vary, even within a run.
- The Technical Standards Working Group will investigate credible claims or evidence that a manufacturer/distributor has not adhered to the PDGA Technical Standards or procedures in more than a de minimis manner.
- Any disc or run of discs that are found to be out of compliance with the PDGA Technical Standards or procedures will constitute an offense.
- If the Technical Standards Working Group determines that a manufacturer/distributor has committed an offense, the following consequences will be levied upon that manufacturer/distributor:
- First Offense. If the manufacturer/distributor commit an offense, they must do the following before future products can be considered for approval:
- Submit a formal explanation to the Technical Standards Working Group as to how and why this offense occurred and how the manufacturer/distributor will rectify or prevent similar occurrences in the future.
- Depending on the nature of the offense, PDGA approval of the out-of-compliance product may be suspended.
- Second Offense. If the manufacturer/distributor commits a second offense within three years of the first offense, they must do the following before future products can be considered for approval:
- Remit a fine of five hundred dollars ($500.00 USD).
- Submit a formal explanation to the Technical Standards Working Group as to how and why this offense occurred and how the manufacturer/distributor will rectify or prevent similar occurrences in the future.
- After review of that submission, there may be additional recommendations provided by the Technical Standards Working Group.
- Depending on the nature of the offense and in light of the circumstances of the first offense, PDGA approval of the out-of-compliance product may be suspended and/or the manufacturer/distributor may be suspended from the PDGA approval process for an appropriate period.
- Second offenses more than three years from a first offense are considered a first offense.
- Third or Greater Offense. If the manufacturer/distributor commits a third or greater offense within three years of the first offense, they must do the following before future products can be considered for approval:
- Remit a fine of one thousand dollars ($1,000.00 USD).
- Submit a formal explanation to the Technical Standards Working Group as to how and why this offense occurred and how the manufacturer/distributor will rectify or prevent similar occurrences in the future.
- After review of that submission, there may be additional recommendations provided by the Technical Standards Working Group.
- Depending on the nature of the offense and in light of the circumstances of the prior offenses, PDGA approval of the out-of-compliance product may be suspended; the manufacturer/distributor may be suspended from the PDGA approval process; and/or the Technical Standards Working Group may condition future participation in the approval process on a product recall.
- If a product recall is required, the manufacturer/distributor may either provide affected consumers with a refund or a replacement disc that is PDGA-approved and in compliance with the Technical Standards.
- A third or great offense that takes place more than three years after the first offense, but less than three years after the previous offense, shall be regarded as a second offense.
- A third or greater offense that takes place more than three years after the previous offense shall be considered a first offense.
- Habitual Offenses. Notwithstanding the foregoing, habitual offenders may be subject to the provisions of V.D.3 or such other steps as are necessary to protect the best interests of the sport and PDGA members, regardless of the time elapsed between offenses.
- First Offense. If the manufacturer/distributor commit an offense, they must do the following before future products can be considered for approval: